

Книга в подарок
Опубликована наша книга «Прорыв. Единственный путь развития бизнеса». Это бизнес-роман о производственном предприятии, столкнувшимся с «потолком» в своем развитии. Для прорыва в развитии руководству и персоналу приходится преодолеть собственные, выстраданные на опыте, но устаревшие убеждения. Читателю предлагается пройти через этот прорыв вместе с героями. Вы увидите трудности такой трансформации, осознаете природу сопротивления изменениям и реальный путь к таким изменениям.
Подпишитесь на наш Telegram-канал и получите книгу в подарок!
Эта статья — начало серии статей об организации производства на заводе «ЗаряД». «Заряд» — первое в России предприятие по производству профессиональных композитных клюшек. Основатели – профессиональные хоккеисты Данис Зарипов (на фото) и Иван Савин. Бренд и завод «Заряд» создавался с нуля, и наша компания участвовала в его реализации с самого начала – с создания бизнес-плана.
Мы сразу применили подход теории ограничений (ТОС) и другие эффективные инструменты управления, в том числе смогли сразу заложить конкурентное преимущество, которое позволило компании быть успешной с самого старта, – предложение ценности, как мы его называют в теории ограничений.
Теория ограничений рассматривает всю компанию в целом как взаимосвязанную систему, каждый элемент которой влияет на остальные. Невозможно, например, успешно продавать продукцию, если производство работает «само по себе» и не выдает то, что нужно отделу продаж.
После проведения маркетингового исследования в нашем распоряжении, в том числе, были данные об основных потребностях и список трудностей целевой аудитории, связанных с приобретением клюшек. В соответствии с выявленными трудностями, возникающими в целевых группах при покупке клюшек, были сформированы предложения ценности для четырех целевых групп:
- Для хоккеистов-любителей: качественная российская клюшка, дешевле, чем зарубежные аналоги и всегда в наличии в вашем городе;
- Для детей, занимающихся в ДЮСШ и их родителей: качественная российская клюшка, гарантированно обеспечивающая профессиональный рост молодого хоккеиста и всегда в наличии в вашем городе;
- Для хоккейных клубов, закупающих клюшки на всех хоккеистов клуба: качественная российская клюшка, поставки мелкими партиями по мере расхода, позволяют обеспечить постоянное наличие и эффективное использование бюджета клуба;
- Для дилеров (магазинов хоккейной экипировки): обеспечение постоянного наличия определенного ассортимента в вашем магазине без ваших вложений в товарные запасы.
Почему предложение ценности было сформулировано именно так, это предмет отдельного материала и мы напишем об этом обязательно. Такое предложение ценности предъявляет к производству суровые требования:
- маленькие партии производственных заказов;
- производство «на заказ» в кратчайшие сроки;
- производство больших партий «на заказ»;
- обеспечение постоянного наличия на складе готовой продукции всего ходового ассортимента.
При этом ширина ассортимента достигает около 300 SKU, из них ходовых только около 70. Выполнение этих требований определяет особую организацию производства. Система управления должна поддерживать 2 типа производства – для обеспечения наличия и для выполнения на заказ. В ТОС такие методики управления есть и обозначаются как МТА (от англ. Make-To-Availability, «Производство для обеспечения наличия») и МТО (от англ. Make-To-Order, «Производство под заказ»).
Структура производственных заказов меняется постоянно. На данный момент, распределение между МТО и МТА примерно 1 к 3, но бывало и 1 к 10 и больше. Причем как в ту, так и в другую сторону.
В процессе проектирования производственных процессов завода «Заряд» в проект было заложено выполнение конкретных предложений ценности и разработана структура производства, способная работать как по каждому из принципов отдельно (МТА и МТО), так и совместно.
Для описания всех особенностей производственного процесса группа специалистов «Заряда» посетила аналогичное зарубежное предприятие. Поставщик оборудования, заинтересованный в его продаже, обеспечил свободный доступ на действующее производство. Проектировщики «Заряда» проводили хронометраж рабочего времени по всей производственной цепочке, буквально с секундомерами стояли у станков в производственных зонах, замеряли длительность каждого этапа.
С учетом анализа этих данных были спроектированы процессы, и они значительно отличаются от тех, что мы видели у подобных производств. За границей это потоковые производства, заточенные под большие партии. Мы себе такого позволить не могли.
Производство для обеспечения наличия (МТА)
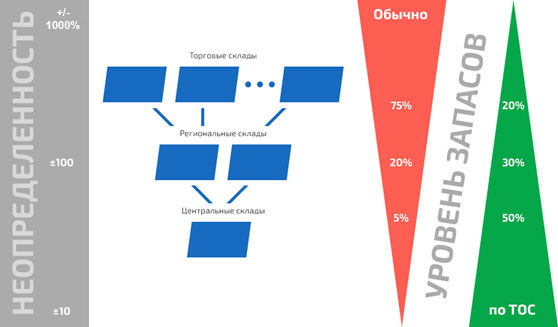
Взяв на себя ответственность за обеспечение постоянного наличия и пополнение запасов клюшек на витрине магазинов с максимальной скоростью, завод обязан поддерживать на центральном складе определенный целевой уровень запасов по всей ширине ассортимента. Для обеспечения соответствия целевых уровней наличия на складах готовой продукции и в точках дистрибуции текущему спросу, с точек продаж постоянно собирается информация о текущем наличии и количестве проданных клюшек.
На уровне центрального склада сильных скачков спроса нет, и уровень запасов продукции автоматически под него адаптируется. Принято считать, что неопределенность и скачки спроса в конечных точках продаж (магазинах) в 10 раз выше, чем на консолидированном складе уровнем выше при количестве магазинов 100.
Первоначальные целевые уровни рассчитывались на основании предпочтений целевых аудиторий, которые были выявлены на основании маркетингового исследования и в дальнейшем автоматически адаптировались по уровень спроса по каждой из позиций.
Производство на заказ (МТО)
Кроме постоянного спроса со стороны дилерской сети существует также спрос со стороны клубов, а также магазинов, которые решают заказать сразу большую партию клюшек. Такие заказы на графике спроса отображаются резкими всплесками и производятся «под заказ».
Если бы мы старались обеспечивать такие продажи постоянным наличием полуфабрикатов или готовой продукции, то целевые уровни запасов должны были бы быть в 2-3 раза выше. Но в этом нет смысла, поскольку с такими покупателями удается договориться на поставку в означенные сроки.
Кроме этого существуют и особенные заказы, с индивидуальной расцветкой, например. Они хоть и не являются серийными в виде готовой продукции, но чаще всего конструктивно те же серийные клюшки и производятся из тех же полуфабрикатов. Поэтому подход к таким заказам совершенно иной, в том числе и со стороны отдела продаж. Основное правило – не поставлять большие заказы одной партией. Назначен оптимальный размер одной партии по каждому SKU, который можно одновременно ставить в производство и отгружать. Если заказ его превышает, он разбивается на несколько поставок. Клиентам не нужны, на самом деле, такие партии сразу и много, они все равно будут пылиться у них на складе, даже если мы их привезем.
Причина, по которой многие по-прежнему пытаются закупать большими партиями – виртуальная экономия на транспортных издержках, оптовой цене и желание решить проблему снабжения за 1 заказ. Но такое решение может иметь много негативных последствий. А мы, производя малыми партиями, одновременно уменьшаем нагрузку на производство, не используем его на 100% для производства только этого заказа, чтобы не парализовать параллельный процесс производства для обеспечения наличия, который нельзя прерывать – ведь запасы рассчитаны точно по времени производства, чтобы не создавать излишков.
МТО заказы производятся с нуля, время их производства достаточно продолжительное, и, конечно, бывают ситуации, когда таким клиентам нужна срочная поставка. В этом случае в процессе переговоров менеджеры по продажам согласуют с клиентом минимальную партию, которая нужна здесь и сейчас, и она поставляется из наличия.
Проблемы на производстве? Нужно повысить производительность?
Наши специалисты найдут «узкое место», разработают решение и увеличат продажи.
Мы улучшаем производственные предприятия в России и странах СНГ более 20 лет.
Участвуем в нацпроекте «Повышение производительности труда» в качестве экспертов.
Управление производством
В итоге на входе в производство мы имеем разнородную массу небольших заказов. Чтобы производство могло управлять процессом, необходима система приоритетов. И чем она будет проще, тем будет лучше и понятнее людям.
Мы изначально приняли, что самое важное для нас – обеспечение потребностей наших клиентов. Для каждого из двух типов производственных заказов у нас есть показатели, обеспечивающие нас информацией о том, насколько хорошо мы удовлетворяем потребностям клиентов.
Для МТА заказов самым важным параметром является обеспечение постоянного наличия – есть товар на складе или нет. Для МТО заказов – соблюдение обещанных заказчику сроков. Логично будет привязать приоритеты производственных заказов именно к этим двум параметрам, они для нас важнее всего, потому что обеспечивают удовлетворение потребностей клиентов.
В следующих статьях я подробнее опишу процесс управления разными типами производственных заказов и другие аспекты управления производством. Для лучшего понимания описываемых процессов и терминов, будет полезно в общих чертах получить представление о том, как производятся монолитные карбоновые клюшки «Заряд».
Технология производства
Кроме монолитной, когда клюшка формуется сразу целиком, существует еще технология раздельного формирования крюка и рукояти. В «Заряде» используется современная монолитная технология. Такой способ производства сложнее, дороже, но и результат получается значительно лучше – клюшка получается легче и при этом крепче и надежнее.
Основные этапы производства:
1. Подготовка препрега
Углеродные нити смачиваются смолой и из них формируются полотна ткани. Изменяя параметры намотки, такие как плотность, угол намотки, можно получить препрег (а потом и готовый продукт) с разными свойствами. Всего в производстве используется около 15 видов препрегов.
Препрег - это композиционные материалы-полуфабрикаты. Готовый для переработки продукт предварительной пропитки связующим упрочняющих материалов тканой или нетканой структуры.

2. Нарезка
Листы препрега стандартного размера нарезаются на лоскуты различного размера, из которых на следующем этапе будет формироваться будущая клюшка. Такие лоскуты бывают разных размеров – от нескольких сантиметров до 1,5 метров длиной. В производстве используется около 170 разновидностей лоскутов.

3. Формообразование
Последовательным соединением лоскутов на специальной оправке вручную формируется будущая клюшка. Это самый ответственный этап, он строго регламентирован, именно здесь закладываются будущие свойства клюшки. Она пока не жесткая и, если будет допущена ошибка на данном этапе, ее еще можно исправить – переделать тот или иной слой препрега.

4. Прессование
Заготовка клюшки укладывается в пресс-форму, и под давлением и температурой 150 градусов смола полимеризуется. Пресс-форма формирует внешнюю поверхность и форму клюшки. После часа обработки нагреванием и постепенного охлаждения смола полимеризуется, и при вынимании из пресс-формы клюшка уже становится практически готовым продуктом.

5. Механическая обработка
В процессе прессования и нагревания из препрега выдавливается смола, которая образует облой, в основном, на стыке половинок пресс-формы. В процессе механической обработки его зачищают, всю поверхность клюшки шлифуют и обеспыливают – готовят к последующей покраске и лакированию.
6. Покраска и лакирование
В зависимости от модели клюшки, далее проходит либо сразу лакирование (старшие модели, имеющие внешний декоративный слой плетеного препрега), либо с предварительной покраской (модели С300 и АК12). Покрытие наносится в несколько слоев с промежуточными сушками.
7. Полуфабрикат
После лакирования клюшка считается полуфабрикатом. Для того чтобы максимально быстро производить клюшки под заказ с разными надписями и разной графикой, добавили промежуточный склад полуфабрикатов, такого ни у кого не было. Основной запас почти готовых клюшек лежит именно там, а не на складе готовой продукции. Это не привело к общему увеличению запасов, так как время производства осталось тоже, объем выпуска тем же, только расположение запаса изменилось. Соотношение времени производства 1 к 2. Это позволяет произвести заказную позицию за три дня. Если вы закажете индивидуальную клюшку за границей, ждать будете несколько недель и есть требования к размеру минимальной партии, а у «Заряда» заказывайте хоть 1 штуку. Кроме этого, если обнаруживается брак, то заменить бракованную можно практически сразу, это не раз спасало и МТО заказы.

8. Этикетирование
На полуфабрикат наносится этикетка, а также может добавляться индивидуальная графика – как полная цветовая схема, так и фамилия игрока. На сайте заряд.рф вы можете заказать индивидуальную клюшку со своей надписью.
9. Лакирование и противоскользящее покрытие
Последним производственным этапом является нанесение финального слоя лака и противоскользящего покрытия (GRIP) в несколько слоев.

10. Упаковка
Наконец, упакованная клюшка попадает на склад готовой продукции.

При передаче клюшек внутри производства с этапа на этап, производится тщательный контроль качества, чтобы не допустить передачи бракованной продукции дальше и затрат материалов и времени на обработку бракованной продукции. Особенно тщательный контроль проводится после этапа прессования. Проверяются все физические свойства будущей клюшки на соответствие нормативам, например, flex (жесткость) и масса.

Доклад на конференции о заводе «Заряд»
Все статьи серии
Часть 1. Организация производства по Теории ограничений с нуля
Часть 2. Построение системы управления персоналом на производстве в контексте сотрудничества
Часть 3. Программа управления производством для завода «ЗаряД» 1
Часть 4. Программа управления производством для завода «ЗаряД» 2
Часть 5. Повышение эффективности производства через управление запасами по ТОС на заводе «ЗаряД»
Часть 6. Продать невозможное — маркетинг для завода «ЗаряД»
Еще по теме
Управление запасами и цепями поставок.

Последние публикации
Принятие управленческих решений – это основная деятельность руководителей. Это творческий процесс, от которого зависит эффективность деятельности компании и успех в бизнесе.
В проектах изменений (трансформаций) бизнеса содержание проекта неизвестно. На старте никто не скажет наверняка "что менять" и "на что менять". Значит, и ответ на вопрос «как обеспечить изменения» имеет огромный риск быть неверным.