

Книга в подарок
Опубликована наша книга «Прорыв. Единственный путь развития бизнеса». Это бизнес-роман о производственном предприятии, столкнувшимся с «потолком» в своем развитии. Для прорыва в развитии руководству и персоналу приходится преодолеть собственные, выстраданные на опыте, но устаревшие убеждения. Читателю предлагается пройти через этот прорыв вместе с героями. Вы увидите трудности такой трансформации, осознаете природу сопротивления изменениям и реальный путь к таким изменениям.
Подпишитесь на наш Telegram-канал и получите книгу в подарок!
Это продолжение цикла статей о создании завода «ЗаряД» «с нуля». Начало читайте здесь.
После выбора архитектуры решения и способов взаимодействия возник вопрос размещения аппаратуры. Основные рабочие терминалы состоят из следующих частей: компьютер, сканер штрих-кодов, принтер штрих-кодов, клавиатура, мышь. Оборудование должно размещаться в цеху, поэтому вопрос физической защиты оборудования возник сразу.
Вариантов было немного. Самым «правильным» представлялся вариант создания терминалов на манер таких, которые стоят в магазинах и других общественных местах. Сенсорный монитор в таком варианте служил одновременно и клавиатурой и мышью. На начальном этапе работы над проектом для тестирования были приобретены один экземпляр подобного терминала, а также другое оборудование для обустройства полноценного будущего рабочего места. На нем проводили отладку работы оборудования и программы, а также дорабатывали интерфейсы для повышения удобства работы.
Разработка программы и ввод ее в эксплуатацию проводились в несколько этапов. Сначала разрабатывался основной функционал, обеспечивающий основные процессы в производстве, затем остальные функции, например, отчеты. На первом этапе многие функции были просто не нужны, и разрабатывать их было даже вредно – все равно пришлось бы переделывать. Многие процессы внутри производства за время запуска значительно изменились по сравнению с теми, под которые проектировалась программа. В основном, участки с высокой неопределенностью были известны заранее, и мы были к этому готовы. Поэтому нам не переделок было немного, и нужный функционал создавался, когда возникала необходимость в нем.
Проектирование и разработка модели были выполнены за 1 месяц. На наш взгляд, модель – обязательный этап в проектировании сложных систем. Наличие модели позволяет показать имитацию работы будущей программы и оценить работоспособность и удобство предлагаемых интерфейсов еще задолго до их разработки. Кроме того, она позволяет заказчику и исполнителю разговаривать на одном языке. Немаловажно и то, что стоимость внесения изменений на этом этапе в десятки раз дешевле, чем на этапе уже работающего продукта.
Разработка функционала для начала производства заняла 4 месяца, и еще 2 месяца мы адаптировали функционал под изменения, устраняли недочеты и ошибки, а также доделывали второстепенные функции уже в процессе работы производства.
Обучение персонала
В процессе разработки, незадолго перед запуском завода, мы провели двухдневное обучение персонала подходу теории ограничений к управлению производством – теоретическим основам того, как будет строиться управление. Это помогло сотрудникам понять, как необходимо действовать в тех или иных ситуациях, и почему программа предлагает сделать именно так, а не иначе.
Кроме обучения, провели первую презентацию программы для управления производством. К тому времени программа была еще не готова, но мы показали модель будущей программы, как она будет выглядеть и работать, схему движения данных.
В процессе обсуждения после демонстрации модели все вместе нашли решение важной задачи. Результатом явилось создание той цепочки процессов, которые сейчас позволяют производить клюшки с индивидуальными надписями по заказам с сайта всего за три дня.
Максимальное использование ограничения
Мы рассчитывали функционал программы управления под разные ситуации, например, под максимальную загрузку производства, когда мы бы столкнулись с ограничением мощности. Моделируя эту ситуацию, мы определили, что участок прессования станет узким местом, которое будет нелегко расширить. Это физическое ограничение, увеличить пропускную способность которого можно будет только за счет покупки новых прессов и пресс-форм, что весьма дорого.
По факту, за прошедшее время ограничение перемещалось много раз. Бывало, что по некоторым моделям мы наблюдали ограничение рынка, по некоторым – ограничение мощности.
В этой ситуации необходимо находить решения по максимальному использованию нашего ограничения, то есть, производить только то, что действительно необходимо в первую очередь, только в том количестве, сколько необходимо, минимизировав при этом время переналадок (в нашем случае – смена пресс-форм, их прогрев). Ну и, конечно, не допускать простоев.
Тут надо подробнее остановиться на ограничениях, накладываемых технологией, на данном участке. В одном прессе может одновременно находится 4 пресс-формы, в каждой – по 2 будущих клюшки. Каждая пресс-форма проходит 2 этапа обработки – сначала нагрев, затем постепенное охлаждение в специальном охладителе. Учитывая то, что под каждый тип клюшки существует своя пресс-форма и их количество ограничено, мы не можем производить одновременно много одинаковых клюшек.
Время обработки на каждом этапе строго регламентировано. Мы можем управлять только составом пресс-форм в каждой закладке в пресс, то есть когда делать переналадку, менять ту или иную пресс-форму при очередной загрузке в пресс. Для решения задачи, что именно прессовать сейчас, мы делим все входящие производственные заказы на виртуальные потоки по используемым пресс-формам. Количество потоков определяется количеством одновременно задействованных пресс-форм. Далее – выстраиваем все производственные заказы внутри каждого потока по приоритету, который определяет, насколько мы удовлетворяем потребности наших клиентов. Для МТА-заказов (производство для обеспечения наличия) – статус буфера запаса на складе этого полуфабриката, для МТО (производство на заказ) – дата сдачи заказа.
Для персонала это выглядит просто – программа на основе имеющейся очереди производственных заказов и того, что уже в производстве, выставляет приоритеты и темп запуска производства заготовок клюшек на участок формообразования. А также формирует задание на очередной цикл прессования из тех заготовок, которые уже готовы.
Программа обеспечивает определенный размер запаса заготовок в каждом потоке и сигнализирует, если запас в потоке становится меньше или больше оптимального. Этот запас необходим для обеспечения бесперебойной работы потока, а значит и максимального использования ограничения, если какая-то из заготовок будет опаздывать.
Не хватает оборотных средств для закупки товара?
Увеличим продажи при минмальных складких запасах без дефицитов и неликвидов.
Мы являемся разработчиками ПО WA SCM для управления запасами на основе подхода Теории ограничений.
Процесс непрерывных улучшений
В процессе работы программа собирает и хранит все события, которые происходят на производстве и в системе дистрибуции. За год работы их накопилось несколько миллионов. Их анализ обеспечивает процесс непрерывных улучшений.
Один из примеров – работа с браком. В производстве на Заряде используется ручной труд. Например – формирование клюшки из препрега. На этом этапе закладывается значительная часть брака, который неизбежно будет всегда, поэтому большое внимание уделяется именно ему. Причем данный брак не всегда является следствием неумелых рук работника. Проявляется этот брак значительно позже, когда ничего уже исправить нельзя – после прессования.
На начальных этапах работы производства были выявлены характерные проявления брака, связанные с действиями работников и составлен специальный отчет.
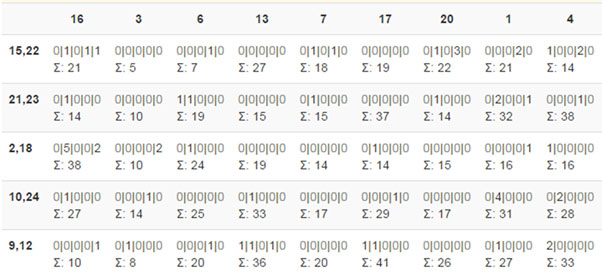
Рис. 1. Статистика брака по работникам
В формировании рукояти клюшки участвует по 2 «намотчицы», как их называют, каждая из которых шифруется своим номером. Они представлены по горизонтали, столбцы – намотчицы, формирующие крюк клюшки.
Знак суммы показывает, сколько такое сочетание «намотчиц» сделало совместных клюшек за выбранный срок. Ряд цифр в каждой ячейке показывает количество и типы брака в этом суммарном количестве. Например, у 16-й, 3-й и 1-й – последняя цифра (тип брака «слом в переходе») достаточно стабильно проявляется. У других такого тип брака нет, значит, первые три что-то делают не так. Это повод обратить внимание на их действия, провести наблюдение, что и как они делают, и провести корректирующее обучение.
Это только один из примеров. Анализ и корректирующие действия производятся постоянно. Это позволило снизить долю брака за 8 месяцев больше, чем в 5 раз! При этом здесь не отображен участок старта производства, когда доля брака могла быть и больше 50% от объема выпуска.
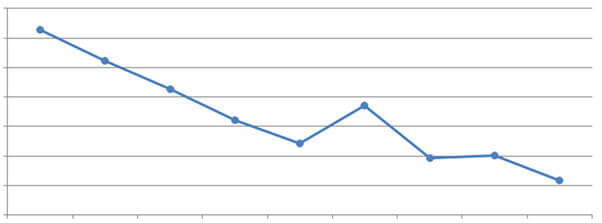
Рис. 2. Статистика доли внутреннего брака
Увеличение доли брака в один из месяцев связано с переходом на новую технологию и материалы, что неизбежно ведет к увеличению брака и изъятию большого количества образцов на испытания, в том числе и разрушающие.
Сбор информации о клюшках не прекращается и после продажи. Каждый гарантийный случай возврата клюшки подробно рассматривается, и при необходимости вносятся изменения.
Другой пример – анализ значения буфера у завершенных заказов, этот отчет позволяет анализировать процессы в производстве, выявлять узкие места и непрерывно совершенствовать их. Это позволило обеспечить стабильное снижение времени производства, при том, что объем производства увеличивался.
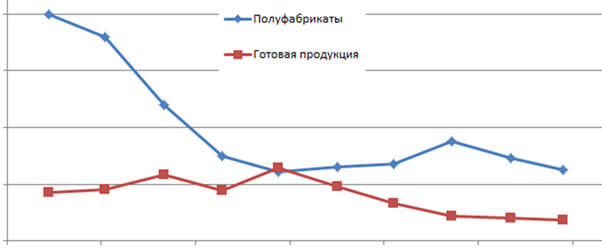
Рис. 3. Время производственного цикла по месяцам
Кроме набора специализированных отчетов, программа также формирует сводный отчет по основным метрикам производства и дистрибуции для руководителя в графическом виде.

Рис. 4. Отчеты для руководителя
Доклад на конференции о заводе «Заряд»
Все статьи серии
Часть 1. Организация производства по Теории ограничений с нуля
Часть 2. Построение системы управления персоналом на производстве в контексте сотрудничества
Часть 3. Программа управления производством для завода «ЗаряД» 1
Часть 4. Программа управления производством для завода «ЗаряД» 2
Часть 5. Повышение эффективности производства через управление запасами по ТОС на заводе «ЗаряД»
Часть 6. Продать невозможное — маркетинг для завода «ЗаряД»
Еще по теме
Управление запасами и цепями поставок.

Последние публикации
Принятие управленческих решений – это основная деятельность руководителей. Это творческий процесс, от которого зависит эффективность деятельности компании и успех в бизнесе.
В проектах изменений (трансформаций) бизнеса содержание проекта неизвестно. На старте никто не скажет наверняка "что менять" и "на что менять". Значит, и ответ на вопрос «как обеспечить изменения» имеет огромный риск быть неверным.