

Книга в подарок
Опубликована наша книга «Прорыв. Единственный путь развития бизнеса». Это бизнес-роман о производственном предприятии, столкнувшимся с «потолком» в своем развитии. Для прорыва в развитии руководству и персоналу приходится преодолеть собственные, выстраданные на опыте, но устаревшие убеждения. Читателю предлагается пройти через этот прорыв вместе с героями. Вы увидите трудности такой трансформации, осознаете природу сопротивления изменениям и реальный путь к таким изменениям.
Подпишитесь на наш Telegram-канал и получите книгу в подарок!
Это продолжение цикла статей о создании завода «ЗаряД» «с нуля». Начало читайте здесь.
Как вы помните из первой статьи про организацию завода «ЗаряД», создание производства началось с формулирования предложения рынку для разных целевых аудиторий, чтобы получить конкурентное преимущество уже на самом старте. Такое предложение (предложение ценности) диктовало суровые требования к производству.
А именно:
- маленькие партии производственных заказов;
- производство «на заказ» в кратчайшие сроки;
- производство больших партий «на заказ», если потребуется;
- обеспечение постоянного наличия на складе готовой продукции.
Эти требования были расписаны в минимально необходимый список функций. На первом этапе этот список состоял из 65 пунктов. Укрупненно их можно представить так.
Требования
- Программа должна обеспечивать ввод и сохранение первичной информации – движение клюшек по этапам в производстве (по партиям и по отдельности).
- Сохранять результаты испытаний (на пунктах ОТК между этапами обработки).
- Формировать большой перечень отчетов по введенным данным.
- Управлять целевыми уровнями запасов на разных складах.
- Хранить технологическую информацию по каждому SKU.
- Обеспечивать передачу и списание материалов внутри производства.
- Управлять приоритетами производственных МТО и МТА заказов.
- Автоматически обрабатывать заказы клиентов с сайта.
- Формировать задания каждой бригаде исходя из текущих приоритетов, будь то заготовительное производство или участок этикетирования.
- Рассчитывать реальные сроки производства того или иного SKU.
- Обеспечивать контроль над незавершенным производством и максимально использовать ограничение.
При нескольких сотнях SKU продукции и материалов, уследить за всеми было бы сложно. При этом остаются задачи сбора статистики, внесения изменений в технологию, адаптация буферов запасов под спрос и др. Грубое моделирование ситуации сразу показало несостоятельность идеи ручного управления. Приблизительные расчеты показали, что для выполнения этих задач понадобилось бы не менее трех работников.
Кроме формулирования требований и функций программного обеспечения, необходимо было найти способ идентификации каждой клюшки в процессе производства и эксплуатации. Мы посчитали это необходимым условием для управления, а также обеспечения высокого качества продукции. Задача оказалась непростой. Необходимо подобрать не только материал маркировки, но и способ крепления. За время производства каждая клюшка проходит ряд термических и механических обработок, ее красят, шлифуют, часть рукояти отпиливают.
Мы впервые столкнулись с подобной задачей. Оказалось, что информации по ней удивительно мало. Никто из специалистов по продажам соответствующих поставщиков не мог сказать, например, какую температуру выдерживает та или иная этикетка. Пришлось проверять самим. Рассматривались разные варианты – пластиковые пломбы, этикетки из разных материалов (бумага, полипропилен, чековая бумага и другие). Одни из них не выдерживали нагрева до 150 градусов, другие – механической обработки, третьи были сложны для нанесения маркировки.

Рассматривали даже экзотические варианты, такие как RFID. Метки RFID, которые смогли бы выдержать наши условия, большие, тяжелые (по сравнению с массой клюшки) и дорогие. Кроме этого, оборудование для их считывания стоит дорого.
Оптимальным вариантом для маркировки внутри производства признали бумажные самоклеящиеся этикетки и термотрансферный способ печати штрихкодов на них. Они легко выдерживали высокие температуры, без ущерба для считывания штрихкода переносили процесс прессования. Сканеры штрихкодов считывали показания с них, даже если этикетки были запаянными в смолу в процессе прессования.
Вопрос низкой механической устойчивости бумажных этикеток решили за счет дублирования. На пункте ОТК перед механической обработкой идентификационный номер печатался повторно и далее сопровождал клюшку уже на транспортировочном колышке до этикетирования, где на клюшку приклеивалась «чистовая» этикетка. «Чистовая» этикетка, с которой клюшка отправляется потребителям, изготавливается на полипропиленовой основе и наклеивается до финишного покрытия слоем лака.
На каждой этикетке с помощью стандартных термотрансферных принтеров печатается штрихкод (серийные номера клюшек) для идентификации в программе управления производством и 1с, а также основная дублирующая информация для визуального считывания персоналом без использования терминалов. Штрих-код считывается сканером за секунду, например при прохождении ОТК, как в супермаркете.
Проблемы на производстве? Нужно повысить производительность?
Наши специалисты найдут «узкое место», разработают решение и увеличат продажи.
Мы улучшаем производственные предприятия в России и странах СНГ более 20 лет.
Участвуем в нацпроекте «Повышение производительности труда» в качестве экспертов.
Подбор способа реализации
После формулировки основных требований к этому ПО мы начали подбирать готовые варианты. Результат скрупулезного исследования рынка готового ПО показал неутешительные результаты. При других требованиях и условиях результат мог бы быть и иным.
Существующие варианты готового ПО, даже заявляющие о поддержке методов Теории ограничений, по факту оказались не подходящими. Некоторые варианты могли быть адаптированы, но адаптация под наши требования стоила бы дороже, чем сама программа в несколько раз. Эти программы выступали как высокоуровневые языки программирования, на котором пишется совершенно новая программа.
Такой вариант ни нас, ни клиента не устроил. Мало того, что внедрение обходилось очень дорого, так и обслуживание, и развитие редкой узкоспециализированной платформы обойдется дорого. Было принято решение реализовывать проект с нуля на основе такой современной web-технологии, как облачный сервис, который будет работать через браузер. Основа – один из популярных php-фреймворков и база данных mySQL.
Для ускорения разработки и чтобы «не изобретать велосипед», мы решили использовать одну из конфигураций 1С для оформления заказов, документов, формирования отчетности, в том числе и бухгалтерской. В целом, этот программно-аппаратный комплекс состоит из следующих основных частей:
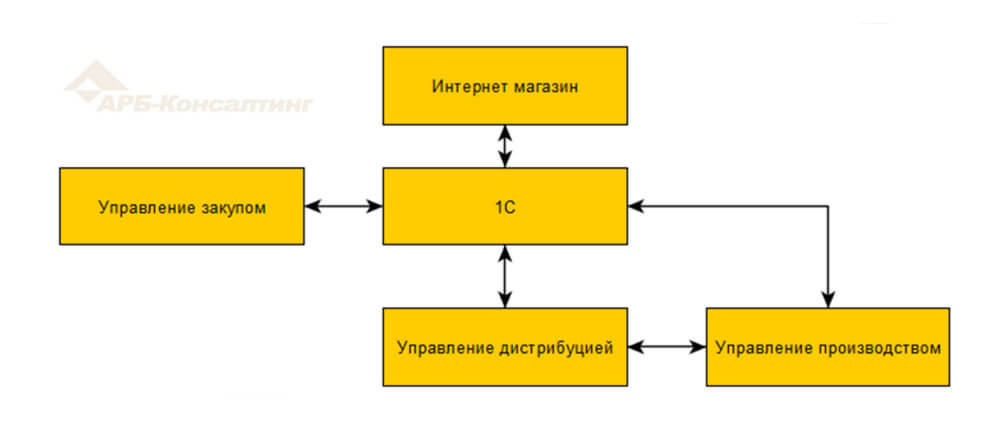
Рис. 2. Упрощенная структура системы.
Основные части системы
- Система управления производством – хранит историю каждой клюшки, технологическую информацию, необходимую для производства, рассчитывает приоритеты производственных заказов, отслеживает незавершенное производство, формирует отчетность.
- Система управления дистрибуцией – управляет целевыми уровнями запасов готовой продукции на складе завода и в сети дистрибуции, формирует заявки на пополнение точек продаж и склада готовой продукции из производства.
- Система управления закупом – управляет целевыми уровнями запасов материалов и сырья, формирует заявки на пополнение.
- Интернет-магазин – через интернет-магазин принимаются заказы и оплаты на сайте ЗАРЯД.РФ. Заказы могут быть как на серийные клюшки, так и на индивидуальные, с надписью, например. Доступный для продажи ассортимент корректируется автоматически.
Преимущества такого решения
- Точное соответствие требованиям – функционал разрабатывался точно под задачу и выполнял ее оптимальным способам без лишних функций и элементов.
- Скорость работы – практически мгновенная, ощутимой разницы с десктопным решением нет.
- Стоимость обслуживания и разработки – стоимость решения значительно дешевле, чем альтернативные варианты. Специалистов по PHP на рынке значительно больше, чем, например, программистов 1С, не говоря о более экзотических технологиях. Стоимость внедрения оказалась как минимум вдвое ниже ближайшего конкурентного предложения.
- Скорость разработки – такие технологии мы очень хорошо знали за годы работы на рынке интернет-маркетинга – создавали web-проекты разной сложности. Хоть мы и разрабатывали проект с нуля, срок разработки оказался ниже, чем нам предлагали «внедренцы» другого ПО.
- Гибкость – такая реализация полностью «развязала нам руки», нет ограничений платформы, мы можем внедрять любые функции, при этом делать это постепенно – по мере необходимости. Планов по развитию этой программы много.
Не обошлось и без сложностей. Например, много усилий было потрачено на интеграцию принтеров штрих-кодов. Их особенность в том, что хоть внешне они и выглядят как обычные принтеры, напрямую из браузера на них печатать нельзя. Адаптация специальной программы, которая преобразовывала сигналы в понятные им, решила проблему.
Подробнее об услугах по улучшению системы управления производством ...
Доклад на конференции о заводе «Заряд»
Все статьи серии
Часть 1. Организация производства по Теории ограничений с нуля
Часть 2. Построение системы управления персоналом на производстве в контексте сотрудничества
Часть 3. Программа управления производством для завода «ЗаряД» 1
Часть 4. Программа управления производством для завода «ЗаряД» 2
Часть 5. Повышение эффективности производства через управление запасами по ТОС на заводе «ЗаряД»
Часть 6. Продать невозможное — маркетинг для завода «ЗаряД»
Еще по теме
Управление запасами и цепями поставок.

Последние публикации
Принятие управленческих решений – это основная деятельность руководителей. Это творческий процесс, от которого зависит эффективность деятельности компании и успех в бизнесе.
В проектах изменений (трансформаций) бизнеса содержание проекта неизвестно. На старте никто не скажет наверняка "что менять" и "на что менять". Значит, и ответ на вопрос «как обеспечить изменения» имеет огромный риск быть неверным.